车间粉尘报警器的原理有哪些
发表时间:2021-12-14 12:10:00
据不完全统计,截止到2021年,国内已有大约6万多家从事与粉尘相关的生产加工企业。这些企业涵盖多种领域,如纺织产品加工、金属制造加工、农副食品加工、塑料橡胶加工、木制家具加工等行业。而在这些企业中对于车间粉尘的安全处理多采用安装车间粉尘报警器的方式。只是不同行业、不同厂区需使用到不同原理的粉尘报警器。那么,车间粉尘报警器的原理都有哪些呢?

车间粉尘报警器的原理有哪些:
1、光吸收原理。抽气泵在环境中抽取一定体积的含尘空气,将粉尘筛入滤纸。当光束透过滤纸照到硅光电池上,硅光电池接收到照度的变化引起硅光电池输出电流强度的变化。通过设定的计算程序换算得到粉尘浓度,当粉尘浓度超标发出报警信号。
2、β射线原理。
该原理是基于粉尘可吸收β射线的原理而研发的产品,检测仪内的放射源产生的β射线通过粉尘粒子时,粉尘粒子吸收β射线,当粉尘吸收β射线的量与粉尘质量成线性关系通过计算后得到粉尘浓度,当粉尘浓度超标发出报警信号。
3、激光散射原理
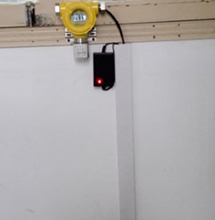
目前,采用激光后向散射原理的粉尘报警器是在车间运用较为广泛的产品。通过激光后向散射的原理完成对被测环境中粉尘的浓度的测定。一旦粉尘浓度超标即可发出报警信号。
市面中众多的车间粉尘报警器中,艾伊科技AGA6050系列激光后向散射粉尘报警器,凭借其探测灵敏度高,线性度高,易于维护的优势而深受各大厂区的欢迎,并被应用在不同行业的生产车间中。
相关资讯400-025-9821
网友热评400-025-9821
相关产品400-025-9821