简述可燃气体报警器工作原理是如何
文章出处:艾伊科技 人气:-发表时间:2016-10-10 11:16:00
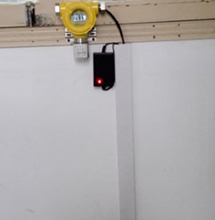
说道可燃气体报警器上属于比较常用的一种报警装置,而在工业的环境上以及日常的生活环境当中这个可燃性的气体很容易就发生泄漏的现象,也是会达到可燃气体浓度的时候那么就会发生报警的现象。
可燃气体报警则是对于单一或者是多种可燃气体浓度在响应上的一种的探测器了,而可燃气体探测器也是有催化型以及红外光学型两种了,催化型可燃气体的探测器它是利用难熔金属珀丝来进行加热之后的电阻上的变化来测定这个可燃气体上的浓度了。当这个可燃气体进入到这个探测器的时候,在这个珀丝的表面上就会引起了氧化上的反应,它所产生的热量也是会使得这个珀丝的温度给升高了,而这个珀丝的电阻率就会发生了变化了。
南京艾伊科技一体化解决方案和气体检测分析仪,粉尘检测仪,气体检测报警仪,氧含量分析仪,可燃气体检测仪等.生产,销售,研发,售后一条龙科技服务商. 咨询热线:400-025-9821

下一篇:济南齐鲁制药厂附近发生爆炸 漫天飘粉末有糊味上一篇: 出现粉尘事故时会具备哪些条件
此文关键字:气体检测分析仪,粉尘检测仪,气体检测报警仪,氧含量分析仪,可燃气体检测仪



同类文章排行
- 为安全管理提供依据—GDS系统报警处置记录的重要性
- 便携式可燃气体报警探测报警仪器厂家哪家好
- 揭秘工业气体检测的关键技术:电化学氧检测分析仪
- 处理颜色中间体在线顺磁氧分析仪频繁报警故障解决步骤
- 反应釜氧含量分析仪器厂家哪家好
- 如何进行RTO焚烧炉LEL可燃气浓度在线监测仪诊断与修复
- 有机硅CO红外分析仪在行业中的应用实施方案
- 生物反应釜氧含量检测仪流路堵塞问题的原因分析及方案
- 环保挥发物手持式气体检测仪器的功能配置与使用说明
- 燃气安全事关你我 警钟长鸣才能安全常在
最新资讯文章
您的浏览历史

